Instructional
Objectives
The
purpose of this lecture was to outline various casting processes, several
defects that appear in casting and corresponding remedial measures, and general
recommendations to achieve a good quality casting.
Casting
Processes
The
casting process involves pouring of liquid metal in to a mold cavity and
allowing it to solidify to obtain the final casting. The flow of molten metal
into the mold cavity depends on several factors like minimum section thickness
of the part, presence of corners, non-uniform cross-section of the cast, and so
on. The casting processes can be broadly classified into expendable mold
casting and permanent mold casting processes.


Expendable
Mold Casting
Expendable mold casting was a generic
classification that includes sand, plastic, shell, plaster, and investment
(lost-wax technique) molds. All these methods use temporary, non-reusable
molds. After the molten metal in the mold cavity solidifies, the mold was
broken to take out the solidified cast. Expendable mold casting processes are
suitable for very complex shaped parts and materials with high melting point
temperature. However, the rate of production was often limited by the time to
make mold rather than the casting itself. Following are a few examples of
expendable mold casting processes.
Sand
Casting
Sand casting was widely used for centuries
because of the simplicity of the process. The sand casting process involves the
following basic steps: (a) place a wooden or metallic pattern in sand to create
a mold, (b) fit in the pattern and sand in a gating system, (c) remove the
pattern, (d) fill the mold cavity with molten metal, (e) allow the metal to
cool, and (f) break the sand mold and remove the casting. The sand casting
process was usually economical for small batch size production. The quality of
the sand casting depends on the quality and uniformity of green sand material
that was used for making the mold. Figure 3.2.1 schematically shows a two-part
sand mold, also referred to as a cope-and-drag sand mold. The molten metal was
poured through the pouring cup and it fills the mold cavity after passing
through downsprue, runner and gate. The core refers to loose pieces which are
placed inside the mold cavity to create internal holes or open section. The
riser serves as a reservoir of excess molten metal that facilitates additional
filling of mold cavity to compensate for volumetric shrinkage during
solidification. Sand castings process provides several advantages. It can be
employed for all types of metal. The tooling cost was low and can be used to
cast very complex shapes. However sand castings offer poor dimensional accuracy
and surface finish

Figure
3.2.1 Schematic set-up of sand molding / casting process [1]
Shell
molding
Shell
molding was similar to sand casting. Normally a machined pattern of grey iron
or aluminum was used in this process. The pattern was heated to 2500C to 2600C
and the sand resin mixture was poured over its surface. The heated pattern
melts the resin creating bonds between the sand grains. After a dwell period
the pattern and sand inverted and extra sand was cleaned off. The mold cavity was
now formed by a hardened shell of sand. The mold was then heated in an oven for
further curing. The shell thus formed constitutes one half of the mold. Two
such halves are placed over one another to make the complete mold. The sands
used in shell molding process are usually finer than the same used in sand
casting. This process was ideal for complex shaped medium sized parts. Figure
3.2.2 represents the steps of shell mold casting. This method can be employed
for making an integrate shapes, thin and sharp corners small projection which
are not possible in green sand mold. Subsequent machining operations are also
reduced due to more dimensional accuracy.

Figure
3.2.2 Schematic set-up of shell mold casting process [1]
Investment
casting Investment casting was also referred to as lost-wax casting since the
pattern was made of wax. The wax patterns are first dipped into a slurry of
refractory material and subsequently, heated so that the wax melts away keeping
a refractory mold. The mold was then further cured to achieve proper strength.
Very high melting temperature material can be cast in investment casting
process because of the refractory mold. Figure 3.2.3 schematically shows an
investment casting process. The molten
metal was poured into the mold and was taken out after solidification by
breaking the mold. Very high dimensional accuracy and surface finish can be
achieved in investment casting process. However, the tooling cast was usually
high and hence, investment casting process was primarily used for large size
batch production or for specific requirements of complex shape or casting of
very high melting temperature material. Vacuum Casting In this process, a
mixture of fine sand and urethane was molded over metal dies and cured with
amino vapor. The molted metal was drawn into the mold cavity through a gating
system from the bottom of the mold. The pressure inside the mold was usually
one-third of the atmospheric pressure. Because the mold cavity was filled under
vacuum, the vacuum casting process was very suitable for thin walled, complex
shapes with uniform properties. Figure 3.2.4 schematically shows typical vacuum
casting process.

Figure
3.2.3 Schematic set-up of and sequences involved in investment casting process
[2]
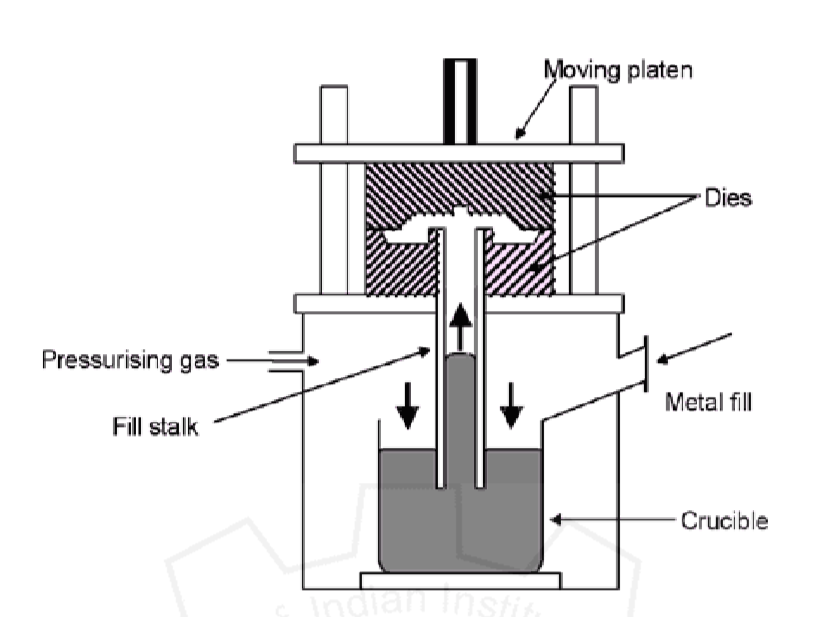
Figure
3.2.4 Schematic set-up of vacuum casting process [3]
Plaster
mold casting
Plaster
mold casting, also called rubber plaster molding (RPM), was a method of
producing aluminum or zinc castings by pouring liquid metal into typical
plaster (gypsum) molds. The plaster molds used as negative molds are created
from gypsum and water. After mixing and forming the mold shape, the plaster
molds are dried and baked in an oven to remove any water remaining in the mold.
Often, the molds are made in two halves – i.e. cope and drag molds – and the
halves of the plaster molds are clamped together with any required cores
positioned appropriately in the mold. Molten metal was subsequently poured into
the negative plaster mold and allowed to dry. The final part was taken out
after breaking the mold. The final cast may require machining operation
depending upon the requisite dimensional accuracy. This process was often used
for producing prototypes of final part or component.
Ceramic
mold casting
The
ceramic mold casting was used to produce split molds from a quick-setting
ceramic investment. Blended ceramic particles are mixed rapidly with liquid
binder to form free flowing slurry that was poured quickly over a pattern. The
casting does not require wax patterns and there are no limits to size or alloy.
Foundry applications are large and complex impellers, valve bodies, and
military hardware. The green strength of ceramic mold casting was high. Ceramic
mold casting method uses a ceramic slurry prepared by mixing fine grained
refractory powders of Zircon (ZrSiO4), Alumina (Al2O3), Fused Silica (SiO2 )
and a liquid chemical binder (Alcohol based Silicon Ester) for making the mold.
Figure 3.2.5 schematically shows a set-up for ceramic mold casting
process.
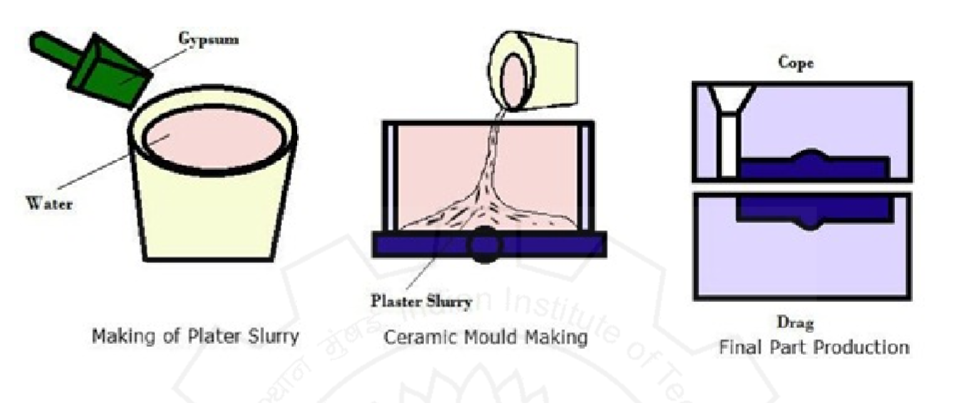
Figure 3.2.5 Ceramic mold casting process
[5]
Permanent
Mold Casting processes
Permanent
mold casting processes involve the use of metallic dies that are permanent in
nature and can be used repeatedly. The metal molds are also called dies and
provide superior surface finish and close tolerance than typical sand molds.
The permanent mold casting processes broadly include pressure die casting,
squeeze casting, centrifugal casting, and continuous casting.
Pressures
die casting
The pressure die casting process was the most
common for Al, Zn and Mg castings (low melting point). The liquid metal was
injected into the mold under high pressure and allowed to solidify at the high
pressure. The solidified cast was then taken out of the mold or the die which was
ready for the next cast. Pressure die casting was suitable for large batch size
production. Two types of pressure die casting are generally common in the
industry – (a) high pressure die casting and (b) low pressure die casting. Very
high production rates can be achieved in pressure die casting process with
close dimensional control of the casting.
However, the process was not suitable for casting of high melting
temperature materials as the die material had to withstand the melting (or
superheated) temperature of the casting. Pressure die castings also contain
porosity due to the entrapped air. Furthermore, the dies in the pressure die
casting process are usually very costly.
Figure
3.2.6 schematically presents the hot-chamber and the cold-chamber die casting
processes. In the hot-chamber die casting process, the furnace to melt material
was part of the die itself and hence, this process was suitable primarily for
low-melting point temperature materials such as aluminum, magnesium etc.

Figure
3.2.6 Set-up of (a) hot-chamber and (b) cold-chamber die casting processes
[6]
Squeeze
casting
Molten
metal was poured into a metallic mold or die cavity with one-half of the die
squeezing the molten metal to fill in the intended cavity under pressure as
shown in Figure 3.2.7. Fiber reinforced casting with SiC or Al2O3 fibers mixed in metal matrix have been
successfully squeeze cast and commercially used to produce automobile pistons.
However, squeeze casting was limited only to shallow part or part with smaller
dimensions.

Figure
3.2.7 Schematic set-up of squeeze casting process [7]
Centrifugal
casting
In
centrifugal casting process, the molten metal poured at the center of a
rotating mold or die. Because of the centrifugal force, the lighter impurities
are crowded towards the center of the case. For producing a hollow part, the
axis of rotation was placed at the center of the desired casting. The speed of
rotation was maintained high so as to produce a centripetal acceleration of the
order of 60g to 75g. The centrifuge
action segregates the less dense nonmetallic inclusions near to the center of
rotation that can be removed by machining a thin layer. No cores are therefore
required in casting of hollow parts although solid parts can also be cast by
this process. The centrifugal casting was
very suitable for axisymmetric parts. Very high strength of the casting can be
obtained. Since the molten metal was fed by the centrifugal action, the need
for complex metal feeding system was eliminated. Both horizontal and vertical
centrifugal castings are widely used in the industry. Figure 3.2.8
schematically shows a set-up for horizontal centrifugal casting process. Figure
3.2.9 typically shows large pipes that are made using centrifugal casting
process.

Figure
3.2.8 Schematic set-up of horizontal centrifugal casting process [7]

Figure
3.2.9 Metallic pipes made using centrifugal casting process [7]
Continuous
casting
Continuous
casting process was widely used in the steel industry. In principle, continuous
casting was different from the other casting processes in the fact that there was
no enclosed mold cavity. Figure 3.2.10 schematically shows a set-up for
continuous casting process. Molten steel coming out from the furnace was
accumulated in a ladle. After undergoing requisite ladle treatments, such as
alloying and degassing, and arriving at the correct temperature, the ladle was
transported to the top of the continuous casting set-up. From the ladle, the
hot metal was transferred via a refractory shroud (pipe) to a holding bath
called a tundish. The tundish allows a reservoir of metal to feed the casting
machine. Metal was then allowed to pass through a open base copper mold. The
mold was water-cooled to solidify the hot metal directly in contact with it and
removed from the other side of the mold. The continuous casting process was
used for casting metal directly into billets or other similar shapes that can
be used for rolling. The process involves continuously pouring molten metal
into a externally chilled copper mold or die walls and hence, can be easily
automated for large size production. Since the molten metal solidifies from the
die wall and in a soft state as it comes out of the die wall such that the same
can be directly guided into the rolling mill or can be sheared into a selected
size of billets.

Figure
3.2.10 Schematic set-up of continuous casting process [8]
Defects
in Casting Processes
Figure
3.2.11 schematically shows various defects that are experienced during casting,
in particular, sand casting processes. A brief explanation of some of the
significant defects and their possible remedial measures are indicated in the
text to follow.
Shrinkage
Shrinkage
of molten metal as it solidifies was an important issue in casting. It can
reduce the 510% volume of the cast. Gray cast iron expands upon solidification
due to phase changes. Need to design part and mold to take this amount into
consideration. The thickness of the boss or pad should be less than the
thickness of the section of the boss adjoins and the transition should be
gradual. The radius for good shrinkage control should be from one half to one
third of the section thickness. Shrinkage defect can be reduced by decreasing
the number of walls and increasing the draft angle.


Figure
3.2.11 Schematic pictorial presentation of various casting defects [2]
Porosity
Porosity
was a phenomenon that occurs in materials, especially castings, as they change
state from liquid to solid during the manufacturing process. Casting porosity had
the form of surface and core imperfections which either effects the surface
finish or as a leak path for gases and liquids. The poring temperature should
be maintained properly to reduce porosity. Adequate fluxing of metal and
controlling the amount of gas-producing materials in the molding and core
making sand mixes can help in minimizing this defect.
Hot tear
Hot
tears are internal or external ragged discontinuities or crack on the casting
surface, caused by rapid contraction occurring immediately after the metal
solidified. They may be produced when the casting was poorly designed and
abrupt sectional changes take place; no proper fillets and corner radii are
provided, and chills are inappropriately placed. Hot tear may be caused when
the mold and core have poor collapsibility or when the mold was too hard
causing the casting to undergo severe strain during cooling. Incorrect pouring
temperature and improper placement of gates and risers can also create hot
tears. Method to prevent hot tears may entail improving the casting design, achieving
directional solidification and even rate of cooling all over, selecting proper
mold and poured materials to suit the cast metal, and controlling the mold
hardness in relation to other ingredients of sand.
Scar
It was
usually found on the flat casting surface. It was a shallow blow.
Blowhole
Blowholes
are smooth round holes that are clearly perceptible on the surface of the
casting. To prevent blowholes, moisture content in sand must be well adjusted,
sand of proper grain size should be used, ramming should not be too hard and
venting should be adequate.
Blister
This was
a scar covered by the thin layers of the metal.
Dross
The
lighter impurities are appearing on the top of the cast surface was called the
dross. It can be taken care of at the pouring stage by using items such as a
strainer and a skim bob.
Dirt Sometimes sand particles dropping out of the
cope get embedded on the top surface of a casting. When removed, these leave
small angular holes was known as dirts.
Wash
It was a
low projection on the drag surface of a casting commencing near the gate. It was
caused by the erosion of sand due to high velocity liquid metal.
Buckle
It
refers to a long fairly shallow broad depression at the surface of a casting of
a high temperature metal. Due to very high temperature of the molten metal,
expansion of the thin layered of the sand at the mold face takes place. As this
expansion was obstructed by the flux, the mold tends to bulge out forming a V
shape.
Rat
tail
It was a
long shallow angular depression found in a thin casting. The cause was similar
to buckle.
Shift
A shift
results in a mismatch of the sections of a casting usually as a parting line.
Misalignment was common cause of shift. This defect can be prevented by
ensuring proper alignment of the pattern for die parts, molding boxes, and
checking of pattern flux locating pins before use.
Warped
casting
Warping was
an undesirable deformation in a casting which occurs during or after
solidification. Large and flat sections are particularly prone to wrap edge.
Wrap edge may also be due to insufficient gating system that may not allow
rapid pouring of metal or due to low green strength of the sand mold or
inadequate / inappropriate draft allowance in the pattern / mold cavity.
Metal
Penetration and Rough Surfaces
This defect appears as an uneven and rough
external surface of the casting. It may be caused when the sand had too high
permeability, large grain size, and low strength. Soft ramming may also cause
metal penetration.
Fin
A thin
projection of metal, not intended as a part of casting, was called a fin. Fins
occur at the parting of the mold or core sections. Molds and cores in correctly
assembled will cause the fin.
High
metal pressures due to too large downsprue, insufficient weighing of the molds
or improper clamping of flasks may again produce the fin defect.
Cold
Shut and Mis-Run
A cold
shut was a defect in which a discontinuity was formed due to the imperfect fusion
of two streams of metal in the mold cavity. The reasons for cold shut or
mis-run may be too thin sections and wall thickness, improper gating system,
damaged patterns, slow and intermittent pouring , poor fluidity of metal caused
by low pouring temperature, improper alloy composition, etc.
Inspections
of Casting
Visual
inspection
Visible
defects that can be detected provide a means for discovering errors in the
pattern equipment or in the molding and casting process. Visual inspection may
prove inadequate only in the detection of sub surface or internal defects.
Dimensional
inspection
Dimensional
inspection was one of the important inspection for casting. When precision
casting was required, we make some samples for inspection the tolerance, shape
size and also measure the profile of the cast. This dimensional inspection of
casting may be conducted by various methods:
•
Standard measuring instruments to check the size of the cast.
•
Contour gauges for the checking of profile, curves and shapes
•
Coordinate measuring and Marking Machine
•
Special fixtures
X-Ray
Radiography
In all
the foundries the flaw detection test are performed in the casting where the
defects are not visible. This flaw detection test was usually performed for
internal defects, surface defects etc. These tests are valuable not only in
detecting but even in locating the casting defects present in the interior of
the casting. Radiography was one of the important flaw detection test for
casting. The radiation used in radiography testing was a higher energy (shorter
wavelength) version of the electromagnetic waves that we see as visible
light. The radiation can come from an
X-ray generator or a radioactive source.
Magnetic
particle inspection
This
test was used to reveal the location of cracks that extend to the surface of
iron or steel castings, which are magnetic nature. The casting was first
magnetized and then iron particles are sprinkled all over the path of the
magnetic field. The particles align themselves in the direction of the lines of
force. A discontinuity in the casting causes the lines of the force to bypass
the discontinuity and to concentrate around the extremities of the defect.
Fluorescent
dye-penetration test
This
method was very simple and applied for all cast metals. It entails applying a
thin penetration oil-base dye to the surface of the casting and allowing it to
stand for some time so that the oil passes into the cracks by means of capillary
action. The oil was then thoroughly wiped and cleaned from the surface. To
detect the defects, the casting was pained with a coat of whitewash or powdered
with tale and then viewed under ultraviolet light. The oil being fluorescent in
nature, can be easily detect under this light, and thus the defects are easily
revealed.
Ultrasonic
Testing
Ultrasonic
testing used for detecting internal voids in casting was based on the principle
of reflection of high frequency sound waves. If the surface under test contains
some defect, the high frequency sound waves when emitted through the section of
the casting, will be reflected from the surface of defect and return in a
shorter period of time. The advantage this method of testing over other methods
was that the defect, even if in the interior, was not only detected and located
accurately, but its dimension can also be quickly measured without in any
damaging or destroying the casting.
Fracture
test
Fracture
test was done by examining a fracture surface of the casting. it was possible
to observe coarse graphite or chilled portion and also shrinkage cavity, pin
hole etc. The apparent soundness of the casting can thus be judged by seeing
the fracture.
Macro-etching
test (macroscopic examination)
The macroscopic inspection was widely used as
a routine control test in steel production because it affords a convenient and
effective means of determining internal defects in the metal. Macroetching may
reveal one of the following conditions:
•
Crystalline heterogeneity, depending on solidification
•
Chemical heterogeneity, depending on the impurities present or localized
segregation and
•
Mechanical heterogeneity, depending on strain introduced on the metal, if
any.
Sulphur
Print test
Sulphur
may exist in iron or steel in one of two forms; either as iron sulphide or
manganese sulphide. The distribution of sulphur inclusions can easily examined
by this test.
Microscopic
Examination
Microscopic examination can enable the study
of the microstructure of the metal alloy, elucidating its composition, the type
and nature of any treatment given to it, and its mechanical properties. In the
case of cast metals, particularly steels, cast iron, malleable iron, and SG
iron, microstructure examination was essential for assessing metallurgical
structure and composition. Composition analysis can also be done using
microscopic inspection. Distribution of phase can be observed by metallographic
sample preparation of cast product. Grain size and distribution, grain boundary
area can be observed by this procedure. Distribution of nonmetallic inclusion
can also be found from this process of inspection.
Chill
Test
Chill
test offers a convenient means for an approximate evaluation of the
graphitizing tendency of the iron produced and forms an important and quick
shop floor test for ascertaining whether this iron will be of the class
desired. In chill test, accelerated cooling rate was introduced to induce the
formation of a chilled specimen of appropriate dimension. It was then broken by
striking with a hammer in such a manner that the fracture was straight and
midway of its length. The depth of chill obtained on the test piece was
affected by the carbon and silicon present and it can therefore be related to the
carbon equivalent, whose value in turn determines the grade of iron.
Design
Recommendations for Casting
1.
Compensate the shrinkage of the solidified molten metal by making patterns of
slightly oversize.
2. In
sand casting, it was more economical and accurate if the parting line was on a
flat plane [Figure 3.2.12(a)]. Contoured parting lines are not economical.
Further, some degree of taper, or draft was recommended to provide to the
pattern for its easy removal [Figure 3.2.12(b)]. The recommended draft angles
for patters under various conditions are given elsewhere [8].
3. In sand casting, it was recommended to attach
the raiser near to the heavier section. The thinnest sections are farthest from
the raiser and solidify first and then the solidification proceeds toward the
direction of raiser i.e. towards the heavier section [Figure 3.2.12(c)].
4. Sharp
corners in a casting design cause uneven cooling and lead to formation of hot
spots in the final cast structure. Moreover sharp corner in a casting structure
acts as a stress raiser. Rounding the corner decreases the severity of the hot
spot and lessens the stress concentration [Figure 3.2.12(d)].
5.
Abrupt changes in sections should be avoided. Fillets and tapers are preferable
to sharp steps [Figure 3.2.12(e)].
6. The
interior walls and sections are recommended to be 20% thinner than the outside
members to reduce the thermal and residual stresses, and metallurgical changes
[Figure 3.2.12(f)].
7. When
a hole was placed in a highly stressed section, add extra material around the
hole as reinforcement [Figure 3.2.12(g)].
8. To
minimize the residual stresses in the gear, pulley or wheel casting, a balance
between the section size of the rim, spokes and hub was maintained [Figure
3.2.12 (h)].
9. An
odd number of curved wheel spokes reduce cast-in-residual stresses [Figure
3.2.12(i)].
10.
Similar to sand casting, permanent mold castings also require draft for the
easy withdrawal of the casting from the mold. The recommended draft angles are
given elsewhere [8].
11. Due
to pattern shrinkage, investment shrinkage and metal shrinkage during
solidification, there was always a tendency for an investment part to “dish”
(develop concave surfaces where flat surfaces are specified). This condition
takes place in areas of thick cross section. Dishing was minimized by designing
parts with uniformly thin walls [Figure 3.2.12(j)].




Figure
3.2.12 Recommended designs for casting [6] (continued).
12. When
keys and keyways are required, the recommended ratio of width to depth was 1.0
or more. The minimum castable key width was 2.3 mm for ferrous metals and 1.5
mm for nonferrous metals [Figure 3.2.13].
13.
Heavy bosses connecting to the surface can cause “sinks” due to the shrinkage
of the large mass of the metal in the boss during cooling. This shrinkage
problem can be reduced by moving the boss away from the surface and connecting
it to the surface with a short rib [Figure 3.2.14].

Figure
3.2.13 The recommended casting design for key and key ways for (a) ferrous
metal, (b) non ferrous metal [6].

Figure
3.2.14 The recommended cast design to avoid surface shrink [8].
No comments:
Post a Comment